FG-katalog Glasfiber Stærk og letvægts glasfiberprodukt



Produktanvendelse: Glasfibertape bruges hovedsageligt i industrien: varmeisolering, brandsikker, inflammationshæmmende, forsegling osv. Især anvendes det til forsegling og beskyttelse af alle slags husholdningspejse.
Teknisk oversigt:
Arbejdstemperatur:
550 ℃
Størrelsesområde:
Bredde: 15-300 mm
Tykkelse: 1,5-5 mm
Standardlængde: 30M
Mere viden om glasfiber
GLASFIBER GARN
Processen med at omdanne smeltet glas til fibre gennem opvarmning og trække glas til fine fibre har været kendt i årtusinder; dog først efter at den industrielle udvikling i 1930'erne har muliggjort en masseproduktion af disse produkter egnet til tekstilapplikationer.
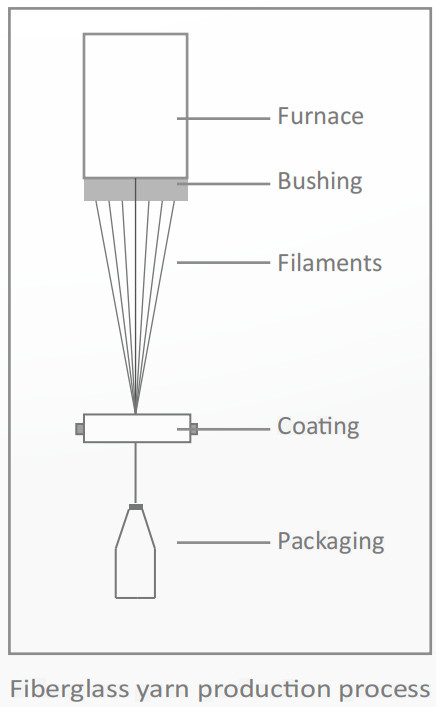
Fibrene opnås gennem en femtrinsproces kendt som batching, smeltning, fiberisering, coating og tørring/pakning.
•Batching
Under dette trin vejes råvarerne omhyggeligt i nøjagtige mængder og blandes grundigt eller batcheres. For eksempel er E-Glass sammensat af SiO2 (Silica), Al2O3 (aluminiumoxid), CaO (Calciumoxid eller kalk), MgO (magnesiumoxid), B2O3 (boroxid) osv...
•Smeltning
Når materialet er batchet, sendes det til specielle ovne med en temperatur på omkring 1400°C. Normalt er ovne opdelt i tre sektioner med forskelligt temperaturområde.
• Fiberisering
Det smeltede glas passerer gennem bøsning lavet af en erosionsbestandig platnumlegering med et bestemt antal meget fine åbninger. Vandstråler afkøler filamenterne, når de kommer ud af bøsningen og samles successivt sammen af højhastighedsvindere. Da der her påføres spænding, trækkes strømmen af smeltet glas ind i tynde filamenter.
•Belægning
En kemisk belægning påføres filamenterne for at fungere som et smøremiddel. Dette trin er nødvendigt for at beskytte filamenterne mod at slide og knække, når de opsamles og vikles til formende pakker.
•Tørring/emballering
De trukne filamenter samles til et bundt, der danner en glasstreng sammensat af forskellige antal filamenter. Tråden vikles på en tromle til en formende pakke, der ligner en trådspole.
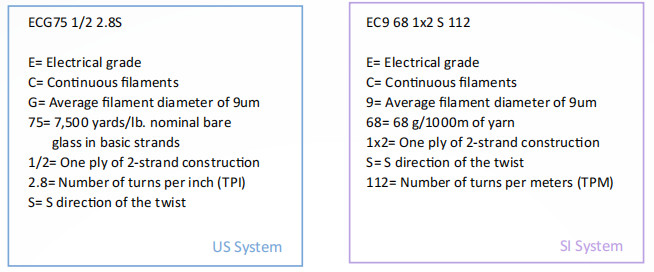
GARNNOMENKLATUR
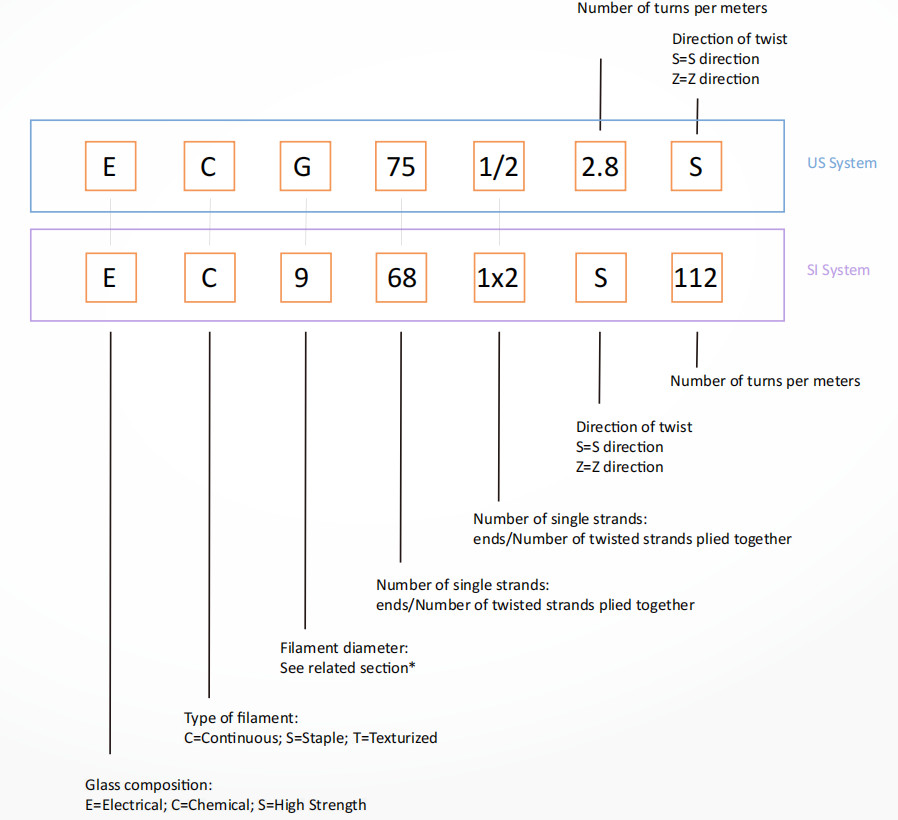
Glasfibre identificeres normalt enten ved det sædvanlige amerikanske system (inch-pound system) eller ved det SI/metriske system (TEX/metrisk system). Begge er internt anerkendte målestandarder, som identificerer glassammensætning, filamenttype, strengantal og garnkonstruktion.
Nedenfor er det specifikke identifikationssystem for begge standarder:
GARNNOMENKLATUR (fortsat)
Eksempler på garnidentifikationssystem
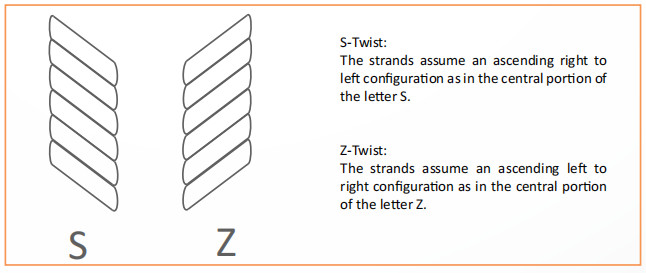
Drejeretning
Snoningen påføres mekanisk på garn for at give fordele i form af forbedret slidstyrke, bedre forarbejdning og højere trækstyrke. Snoningens retning angives normalt enten med bogstavet S eller Z.
S- eller Z-retningen af garnet kan genkendes på garnets hældning, når det holdes i en vertikal position
GARNNOMENKLATUR (fortsat)
Garndiametre -Sammenligning værdier mellem US og SI system
| amerikanske enheder (bogstav) | SI-enheder (mikron) | SI UnitsTEX (g/100m) | Omtrentligt antal filamenter |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2,75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Sammenligningsværdier - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3.0 | 120 |
| 0,7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5,0 | 200 |
| 2.8 | 112 | 7,0 | 280 |
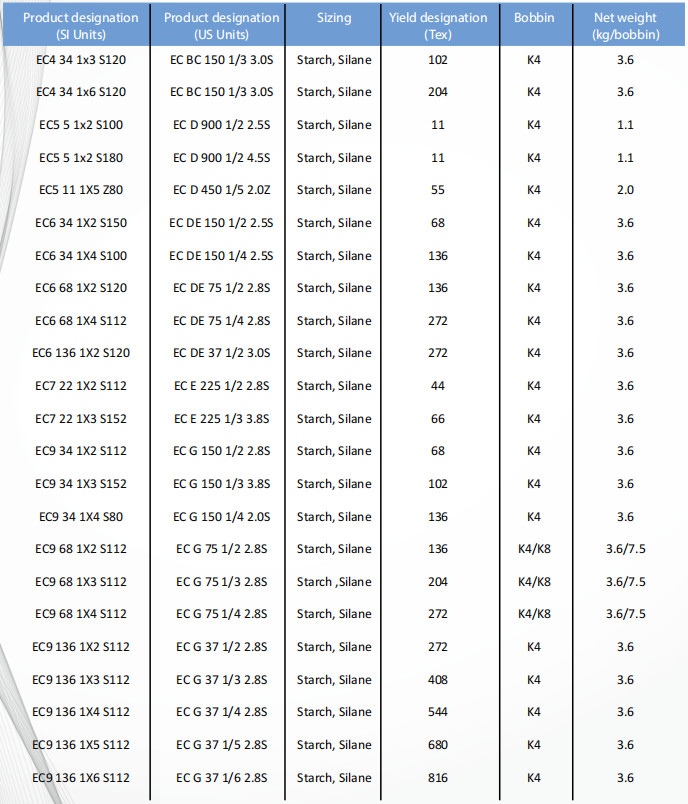
GARN
E-Glass Kontinuerligt snoet garn
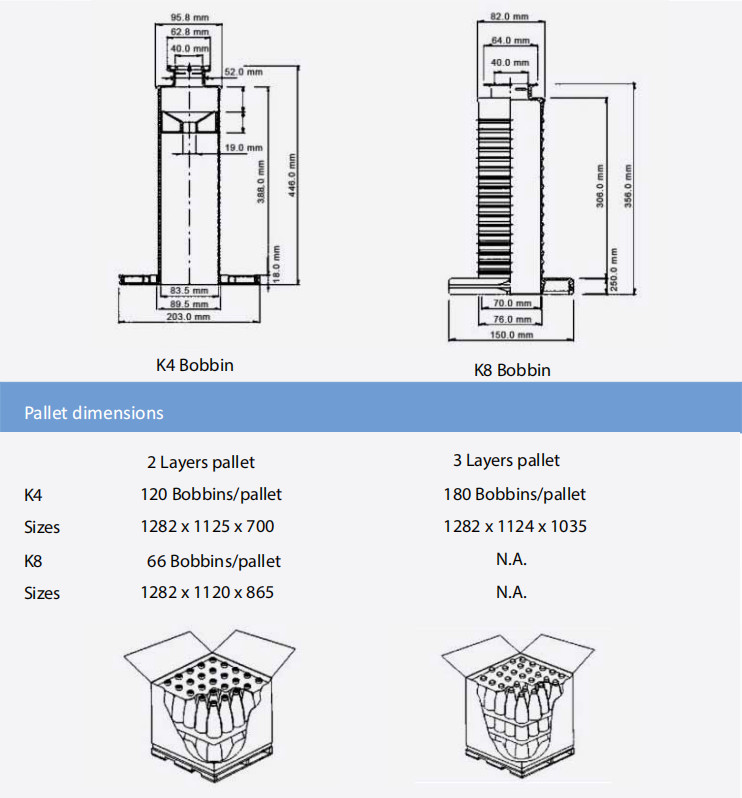
Emballage
E-Glass Kontinuerligt snoet garn